�����t�Y���������^�̡�����ԭ�������a����
ժҪ�������t�ַQ�鵪����̎���t,��Ҫ���ڽ��ٵĵ���̎��,��������O�����̎��ضȵ�,�r�g�^��,׃���^С�ă��c.
�����t�ַQ�鵪����̎���t����Ҫ���ڽ��ٵĵ���̎������������O�����̎��ضȵͣ��r�g�^�̣�׃���^С�ă��c��������̎������Ʒ���Ѓ�������ĥ�ԡ���ƣ���ԡ����g�Լ��ߜص����ԣ�������ĮaƷ���������|��������

�����t
�����t��Ҫ�Y��
�����t�����t�w���t�w��ͨ���b�á���s�b���Լ����ϼܣ��t�w��Ϡt�w�w�������ϲ�����һ���ݿ��g��ͨ���b�á���s�b�ú����ϼ������ڠt�w�ȣ����ϼܰ����бP�Ͷ���֧�ΗU��֧�ΗU�c�t�w�̶��B�ӣ�����֧�ΗU֧���бP�O�����ݿ��g�ȣ��бP�������������ۺͶ���������O�õ�ͨ��ף��������Bͨ�����ɂ�ͨ��ס�
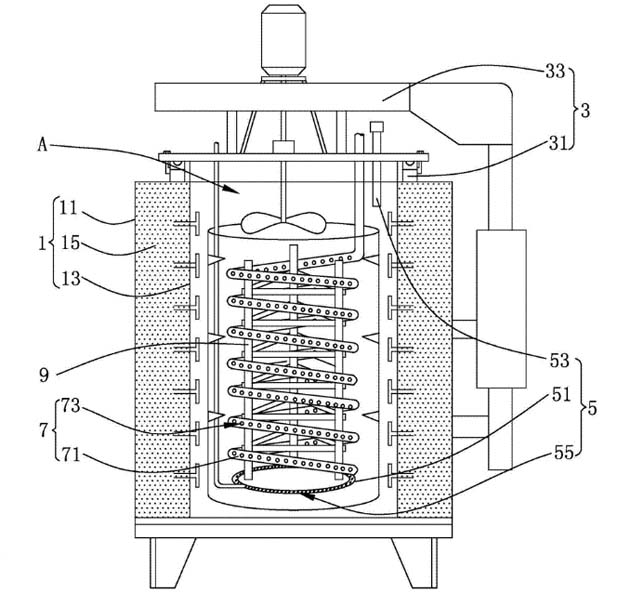
��ʽ�����t�Y���D
�бP߀���������t�w픲�����桢�c��������O�õĵ��桢�Լ��B�����͵���Ă��棬ͨ���؞�����͵��棬�������Ե�������氼���γɣ�������߀�Bͨͨ��͂��档�����۵IJی���3-5mm�������1-5mm��֧�ΗU������������λ���������c�t�w�̶��B�Ӳ��c�t�w�_�ڷ�����ƽ�У���λ���c������ֱ�B�ӣ�������λ��֧���бP���t�w�����⚤���Ț������ؼӟ�ӣ��Ț��O���⚤�ȣ����ؼӟ���O�ڃȚ����⚤֮�g
�����^��
ͨ���b�ð����M��P�ܡ�ͨ�⌧�ܡ��Լ������ݿ��gݔ����w�Ķ�����һ��ף��M��P���O�ڃȚ��ײ�����һ���c�ⲿ�B�����wݔ���O����ͨ��ͨ�⌧��һ���c���ݿ��g���Bͨ����һ���c�ⲿ�h�����Bͨ������һ������M��P�ܾ���؞���O�á�
��s�b�ð�����s�P�ܺ������ݿ��g�ŷ����Ķ�������ף���s�P����������@���ϼܣ��������������s�P�ܾ����O�ã�������_�ڷ��������ϼܡ�
���g����
1��ͨ�^�O��ͨ����B�Ӳۣ�ʹ���M��t�w�Ě��w���Կ��ٰ����赪���Ĺ�����ͬ�r�����бP����e���p�ټӟ���s�ĕr�g��
2��ͨ�^�O���B�Ӳۣ�ʹ���M��t�w�Ě��w�������B�Ӳ۵Č��������£��γɷ���������
3��ͨ�^���B�Ӳ��O�����бP�ĵ��棬ʹ�ÏĠt�w�ײ��M��Ļ��Ե���ͨ�^�B�Ӳ۵Č���Ѹ���M��ͨ����У�
4��ͨ�^�O����λ����ʹ���бP�ɸ����赪���Ĺ����ߴ������O�á�
�����t����ԭ��
���������ضȣ�Ӳ���������ض�һ����480�浽550��֮�g�����Üض���490�浽530�棬ע�⣺���Ե��Ĵ�����ں̣ܶ�����]�б��������������ܿ�Y�����ɵ��⣬ʧȥ���ԡ�����]���κΝB���������t�Ț�սM�ɣ�NH3��N2��H2��������KNԽ��յĝB������Խ�����^�c��KN�c���ݛ]�Ї���Č����Pϵ��KN�ߣ��B��������һ���͏������絪���t�Ȱ���ܶ࣬�ѽ�İ�����٣��mȻKN�ܸߣ������H���õĻ��Ե��^�٣��B����������������
����NH3=N+3/2H2����˼�ǣ�1�w�e�����3�w�e����ڸߜظ߉������l��������2�w�e���⣬���е�N����Ե����B�����á���ͬһ��KN�£���������ֽ��γɵĚ���c�ð�����ѽⰱ���϶��ɵĚ������ȫ��ͬ�ġ�
�����B��ǰ�Ě��w�����t������Ƚ��^������{�|̎���^�Ĺ������������ͺ;ƾ���ϴ���w�����t�������棬�������P�ߡ����ۡ��K����ڡ��b��t�Ⱥ��Q�Q�o�t�w���o��˨�����t�͠t�w�Mˮ��ͨ����sˮ�M��ѭ�hˮ�䡣���w�����t�t�w�Ϲܵ���sˮ�¶˞��Mˮ���϶˞��ˮ���t�ކΪ��Mˮ���Ϊ���ˮ���t�w����ˮ�ܿɰ����M�߳�ԭ�t������һ�����Mˮ��һ������ˮ�����w�����t����ǰ�����͵����Ś⣬�Ś�r��������ʹ�Õr��һ�����ϡ�
�����Ś�10��犺��x���O����150�棬�ԄӼӟ��_�P�����_�����w�����t߅�Ś�߅�ӟ�150�汣��2h�Ś⣬�ٌ��x���O����530�棬�Ѱ��������{С�����֠t���������Ś�����^С�������ϵĉ��������t������530��r����غ����B��3-20h���ٌ�����
���������{��һ�c���Ś�S���m�Љ������B��4-70h�� �ٌ����≺���{С���˵�1-2h���Д��Դ���o�������⡣
����̎�����a����
�ڌ��H���a�У�ͨ�����õ����t�����ٹ����M�е�����̎���ӹ��������^���аѰ���ƿ�еİ��⽛�^�p���y��ͨ�^����(��������)ͨ�뵪���t�ȡ��������t���_��Ҫ��ضȕr�������^�̾��M���˱����A�Ρ�����������ˇҎ�����{���������������֜ضȺͷֽ��ʵ����_�ͷ��������ؽY����ͣ늽��ؕr������^�mͨ���⣬���֠t����һ������������ֹ�՚��M��ʹ�������a������ɫ������һ����������ރȜضȽ���450�����r���Ɍ��t�T���_������s����׃��Ҫ���^������������S�t��s��
����̎�����������^��
(1)�S���ضȵ����ߣ����ķֽ�̶ȼӴ����ɻ��Ե�ԭ�ӣ�
(2)䓱������յ�ԭ�ӣ����ܽ��γ�����w��Ȼ�����γɵ����
(3)���ı���͌���䓃Ȍ���̎�M�ДUɢ���γ�һ����ȵĵ����ӡ�
���y�ĵ����t����������^���У����赪��̎���Ĺ����������ϼ����Լ��е��������ڴ������ܼ����������r�����赪��̎���Ĺ����������������ϼ��ϣ��ɔ_�M��t�w�w�ȵĵ������ӣ�����ֲ��������³��F����������Ӱ푹������|�����ҵ���̎���^���мӜ���s�r�g�L��Ӱ����aЧ�ʡ�
��һƪ���_܇ʽ�˻�t���졢�ӟἼ�ܡ���ȕ�Ӱ푼ӹ�Ʒ�|
��һƪ��__
���P��
���P�aƷ
|